В настоящее время в целом ряде дисциплин всё большее распространение находит спортивная стрельба из высокоточных винтовок. Многочисленные поклонники этого вида спорта ведут жаркие споры по поводу основных предпосылок, влияющих на точность стрельбы, в ходе которых высказывают свои точки зрения, в ряде случаев лишь частично соответствующие действительности. На самом деле решающие факторы, влияющие на точность стрельбы, известны уже достаточно давно.
Высокоточные винтовки имеют очень большой диапазон применения. В частности, охотники хотели бы иметь нарезное оружие, имеющее максимально возможную точность, у полицейских и военных снайперские винтовки являются неотъемлемой частью вооружения, а у спортивных стрелков есть множество дисциплин, в которых используются оснащённые оптическим прицелом винтовки с продольно-скользящим затвором. Конечно, существуют винтовки и с затворами другой конструкции, но как показывает практика в «высшей лиге» (выражаясь языком футболистов) в первую очередь играют модели с продольно-скользящим затвором.

Высокоточные винтовки, по крайней мере, если судить по названиям моделей, присутствуют практически во всех ценовых сегментах. Поиск конкретной модели определённой ценовой категории зависит от требований, предъявляемых к точности винтовки. Однако если говорить о высокоточной винтовке в прямом смысле этого слова, то она при стрельбе с расстояния 100 м сериями по пять выстрелов как минимум должна иметь отклонения, не превышающие одной угловой минуты, что соответствует поперечнику рассеивания около 28 мм. При предъявлении повышенных требований отклонения не должны превышать половины угловой минуты. При стрельбе в бенчресте и при стрельбе на точность на дальние заранее известные дистанции (F-класс) используются винтовки, дающие ещё меньшие поперечники рассеивания. Замеры производятся между центрами пробоин. По мнению автора, у винтовок среднего и высокого ценовых сегментов вышеуказанные показатели должны определяться на основе результатов стрельб сериями по десять выстрелов. Как правило, при стрельбе на точность используются патроны, снаряжённые вручную с учётом особенностей конкретной винтовки.
Наиболее успешные модели присутствующих на оружейном рынке винтовок, изготавливаемых как серийно на крупных предприятиях, так и штучно в небольших мастерских, с технической точки зрения, имеют много общих конструкторских решений, обеспечивающих высокую точность стрельбы. Автор в первую очередь остановился на наиболее важных моментах. Упоминание и описание в настоящей статье отдельных моделей служит только в качестве примеров, указывающих на наиболее важные участки производства высокоточных винтовок.
Точность является основной характеристикой у винтовок, предназначенных для спортивной стрельбы. В объединениях спортивных стрелков уменьшение возможной точности оружия может быть обусловлено только правилами, которые при проведении определённых соревнований предписывают или ограничивают калибр оружия, его вес, определяют внутреннюю поверхность канала ствола, а также размеры приклада.
Наиболее важные элементы
При производстве высокоточной винтовки немаловажных факторов нет. В то же время их влияние на конечный результат различно. Одно определённо ясно: здесь наиболее важными элементами являются ствольная коробка и ствол. В то время как обычно привинчивающийся к ствольной коробке ствол можно достаточно легко заменить, у любой высокоточной винтовки именно ствольная коробка является основным элементом, имеющим заданные характеристики, не подлежащие изменениям после установки. Поэтому ей и уделяется основное внимание.

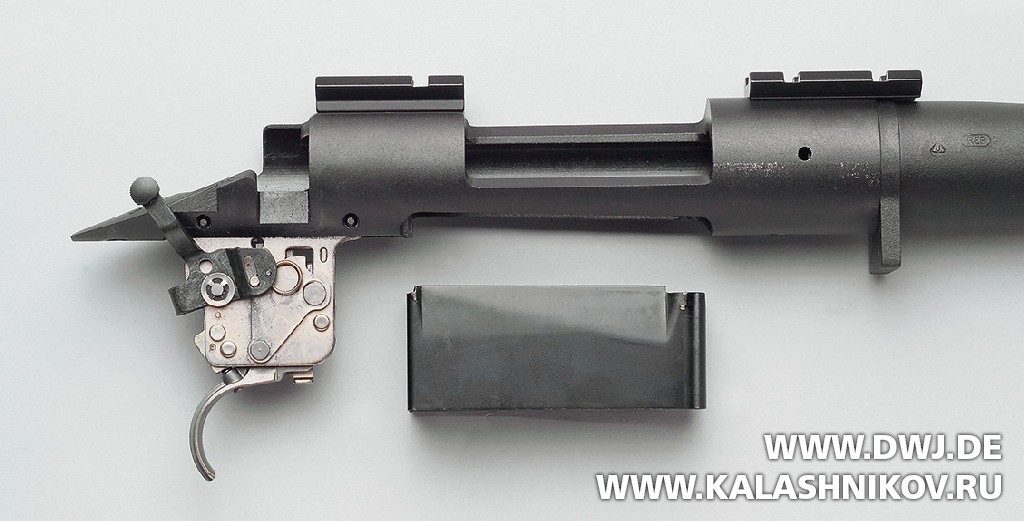
Ствольная коробка выполняет ряд функций, влияющих на точность оружия. В первую очередь, помимо всего прочего, конструкция находящегося в ней затвора должна выдерживать воздействие пороховых газов, имеющих высокое давление. Для этого предназначены массивные запирающие элементы. Как правило, это боевые упоры, расположенные в головной части затвора. Соответственно боевые упоры входят в зацепление с такими же надёжными ответными выборками, которые у большинства винтовок с поворотными продольно-скользящими затворами расположены в ствольной коробке, преимущественно в её передней части. В последние десятилетия всё чаще используются продольно-скользящие затворы, у которых расположенные в головной части боевые упоры, сцепляются непосредственно со стволом. Чаще всего в этом случае ствол не привинчивается к ствольной коробке, а крепится при помощи быстросъёмного соединения, что позволяет легко осуществить его замену.

Кроме приспособлений для фиксации ствола, который должен быть надёжно соединён со ствольной коробкой, в последней также размещён спусковой механизм (СМ). На верхней части ствольной коробки находятся приспособления для установки кронштейна оптического прицела. Что касается ствольной коробки для продольно-скользящего затвора, идеально подходящего для обеспечения максимальной точности, то чисто теоретически она должна иметь высокую прочность и твёрдое внешнее покрытие. К основным требованиям, предъявляемым к ствольной коробке, являются прочность материала, из которого она изготовлена, при его одновременной достаточной вязкости, а также большая площадь прилегания к ложе и время срабатывания СМ.

У высокоточных винтовок, производимых с соблюдением требования обеспечения их минимально возможного веса, большое значение имеет материал, из которого изготовлена ствольная коробка. Поэтому ствольные коробки порой выполняются из алюминия, в определённых, подверженных максимальным нагрузкам местах усиленного стальными элементами, как, например, у карабина Stolle Panda. Конечно, при изготовлении винтовок было бы желательно использовать металлы, обладающие и хорошими антикоррозионными свойствами.

Также и со стороны производителей к ствольной коробке имеется ряд требований, в первую очередь направленных на ограничение её стоимости. Так, например, используемые материалы должны легко обрабатываться, по возможности не деформироваться при термической обработке, а также обладать возможностью лёгкой полировки, проводимой на конечном этапе производства.
Если рассмотреть самые популярные на оружейном рынке серийные ствольные коробки в плане их соответствия вышеперечисленным практически идеальным критериям, то мы увидим, что эти требования выполняются в различной степени. И это, конечно, будет зависеть от предназначения оружия, его стоимости и веса, надёжности при использовании в экстремальных условиях, а также от того, является ли винтовка одно- или многозарядной.
Для того чтобы придать ствольной коробке необходимую прочность и жёсткость при достаточной вязкости металла, следует использовать термически улучшаемые или конструкционные стали, в настоящее время широко представленные на рынке металлов. Важным условием неподвижного крепления к ствольной коробке ствола является жёсткость её конструкции. При этом основное значение здесь играют моменты инерции поперечных сечений ствольной коробки, а также степень её сопротивления деформации. Степень жёсткости конструкции ствольной коробки также зависит от того, является ли винтовка одно- или многозарядной. В частности, у последней требуется соответствующий вырез под магазин, что уменьшает жёсткость конструкции.
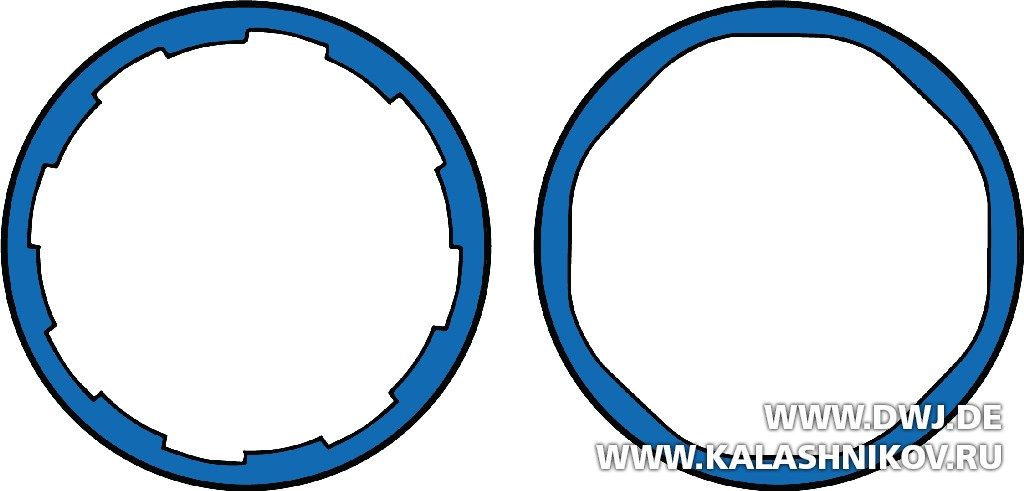
Круглая или плоская форма нижней части?
Наиболее распространённые ствольные коробки для продольно-скользящих затворов имеют круглую или плоскую в нижней части форму. Оба вида используются в высокоточных винтовках и имеют как преимущества, так и недостатки. В пользу ствольных коробок круглой формы говорят в первую очередь простота их изготовления и соответственно более низкая себестоимость. Эксперты утверждают, что ствольные коробки круглой формы более устойчивы к продольной деформации. Преимущество ствольных коробок плоской в нижней части формы заключается в их более простой установке при помощи дистанционных втулок. В последние годы производители всё больше отдают предпочтение круглым ствольным коробкам с расположением упора отдачи между стволом и головной частью коробки.

Одной из важных характеристик винтовки является время срабатывания ударно-спускового механизма (УСМ), под которым подразумевается промежуток от нажатия на спусковой крючок до воздействия курка на ударник и воспламенения последним капсюля. Время срабатывания УСМ зависит от трёх основных факторов. Во-первых, ударник должен иметь возможно меньший вес. Для этого в ряде матчевых винтовок устанавливают ударники, сделанные из титана. Во-вторых, пружина ударника должен быть максимально мощной. И в-третьих, время срабатывания УСМ должно быть минимальным. У наиболее распространённых ствольных коробок с продольно-скользящим затвором оно составляет от 2 до 5 мс. Понятно, что время срабатывания УСМ может быть различным. Например, в то время как у винтовки Mauser 98 оно равно 5 мс, у Remington 700 этот показатель составляет 3,2 мс. У самых лучших винтовок, предназначенных для бенчреста, время срабатывания УСМ может не превышать 2 мс.
Прочие тонкости
При производстве винтовок, предназначенных для бенчреста или для стрельбы в F-классе, следует принимать во внимание и ряд других факторов. В первую очередь это зазор между ствольной коробкой и затвором. При взведённом затворе шептало оказывает давление на нижнюю часть затвора, что может привести к его небольшому перекосу. Это влечёт за собой незначительный перекос зеркала затвора и соответственно неравномерное прилегание к нему донца гильзы.
При стандартном зазоре между зеркалом затвора и донцем гильзы аналогичный недостаток может быть вызван и в том случае, если отражатель выполнен в виде подпружиненного гнетка. Поэтому у однозарядных высокоточных винтовок отражатель отсутствует.
Ствол решает всё
По мнению автора, ствол является самым крупным и практически не подлежащим дальнейшей доработке элементом оружия.

В случае если недостаточная точность винтовки связана со стволом, то, как показывает практика, устранить данный недостаток можно лишь заменой ствола. Вопрос номер один: из какого материала изготовлен ствол? Классические поддающиеся воронению стволы производятся из термически улучшаемой стали. Однако, у винтовок, предназначенных для стрельбы на точность, и в особенности для бенчреста, большая часть стволов всё же изготавливается из стойкой к коррозии хромистой стали, которую обычно называют нержавеющей. Как показывает практика, матчевые стволы изготавливают из обоих типов стали. В то же время наблюдается устойчивая тенденция роста выпуска стволов из нержавеющей стали. Это обусловлено рядом причин, улучшающих точность стрельбы из винтовок со стволами из нержавеющей стали. Однако было бы слишком просто рассматривать нержавеющую сталь как панацею. В конце концов, на точность ствола влияет целый ряд факторов. Одним из них является используемый материал, особенно его чистота, и равномерность распределения в нём добавок. В данной концепции также играют роль сопротивляемость деформации, отсутствие напряжений, чистота профиля канала ствола, патронник, шаг нарезов, внешний контур ствола и его дульный срез. Чем же интересна стойкая к коррозии хромистая сталь?

На первый взгляд, это высокие антикоррозийные свойства по сравнению с обычными термически улучшаемыми сталями. Однако данное преимущество не относится к основным. Ими являются так называемые внутренние показатели. Самое важное заключается в том, что хромистая сталь не растрескивается даже при воздействии винтовочных пуль с оболочкой из томпака. В результате это ведёт к уменьшению омеднения канала ствола и соответственно к повышению точности.
Следующим преимуществом использования стволов из нержавеющей стали является то, что высоколегированные стали по сравнению с обычными «подверженными коррозии» имеют меньшую теплопроводность. Это означает, что у высоколегированных сталей тепло отводится хуже, оно дольше сохраняется внутри ствола, что препятствует росту имеющихся микротрещин.

Существует три способа изготовления стволов для нарезного оружия. Все три начинаются с глубокого сверления. Самым старым способом является получение профиля резанием. Как правило, высокоточные стволы производятся путём поочерёдного нарезания каждого нареза в отдельности. Это требует высокого мастерства и длительного времени. Второй способ — ротационная ковка, при которой в канал ствола вводится оправка с обратным профилем нарезов. Удары молотов станка сжимают металл и в канале ствола отпечатывается форма оправки. В настоящее время данный метод преобладает при производстве стволов, имеющих довольно высокую точность и выпускающихся большими партиями. Стволы, изготавливаемые способом ротационной ковки, достигли качества, позволяющего их установку на высокоточных винтовках. Наиболее подходящим материалом для производства стволов способом ротационной ковки служит термически улучшаемая сталь, так как она имеет хорошую пластичность в холодном состоянии. Совершенно по-другому ведёт себя стойкая к коррозии хромистая сталь: при ковке она склонна к наклёпу. Однако, по непроверенной информации, в последнее время и здесь наблюдается значительный прогресс.

Сейчас большинство высококачественных матчевых стволов производят способом дорнирования, заключающимся в протягивании через канал ствола твердосплавной головки (дорна). Головка имеет определённый профиль, соответствующий калибру, количеству и шагу нарезов.

Следующим важным аспектом является внутренние напряжения в стволе, которые зависит от его наружного контура. По мнению автора, подробное описание этой темы возможно только в отдельной статье. Поэтому кратко можно лишь указать на то, что вопросы снятия напряжений в стволе решаются с помощью медленного нагревания с последующим охлаждением в течение длительного времени. Конечно, каждый производитель имеет свои производственные тайны, которые не подлежат разглашению.
Следующий вопрос связан с нарезкой ствола. Каков должен быть шаг нарезов? Количество нарезов и их шаг находятся в строгом соответствии с используемой пулей и скоростью её полёта. В противном случае о точности можно забыть. Вопросы соответствия шага нарезов патронам и весу пуль были рассмотрены в статье «Для точности» русскоязычной версии журнала DWJ № 4/2012.
Следующая тема — это внешние размеры ствола. Для того чтобы сократить продольные и поперечные колебания, ствол должен быть как можно толще и короче. Но сохранять эти параметры можно только в пределах определённых границ, зависящих от ряда других факторов. Толщина ствола в первую очередь зависит от желаемого веса оружия. В то же время внутрибаллистические характеристики в значительной степени связаны с длиной ствола. Для максимально эффективного использования энергии порохового заряда необходимо иметь длину ствола не ниже минимально допустимой. Здесь действует правило: чем больше пороховой заряд и чем медленнее горит порох, тем длиннее должен быть ствол. Следует обратить внимание и на ещё одну неотъемлемую деталь, которой является чистота заводской обработки дульного среза.
Момент спуска
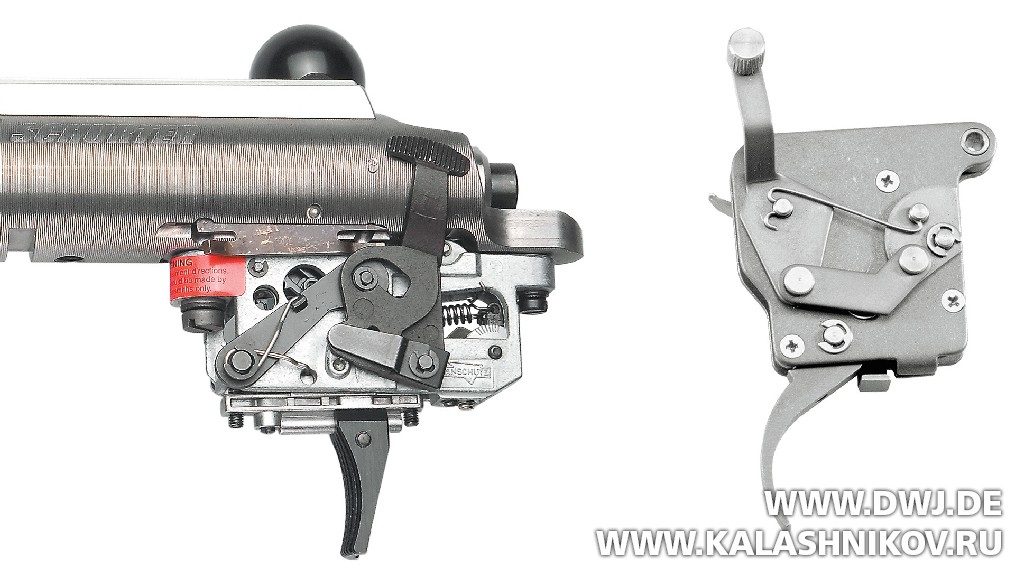
Точность выстрела в основном зависит от регулировки спускового механизма. После того как оружие наведено на цель, стрелок ещё какое-то время должен обеспечить неподвижность оружия, но этому мешает необходимость двигать пальцем, находящимся на спусковом крючке. Чем меньше усилие спуска, тем выше точность выстрела. Следующим фактором является повторяемость характеристики спуска для того, чтобы стрелок мог к ней привыкнуть. При изготовлении деталей спускового механизма важен подбор оптимальных марок стали с соответствующей твёрдостью. Это минимизирует износ деталей в ходе эксплуатации. Не менее важна и обработка, позволяющая выдержать предельно малые допуски. Отдельные рычаги должны осуществлять минимальные движения, а шарнирные штифты — обеспечивать точную повторяемость положения деталей спускового механизма при осуществлении каждого выстрела.

Как показывает практика, для спортивной стрельбы используются различные спусковые механизмы как с предупреждением, так и механизмы без предупреждения с очень малым усилием спуска. Поэтому они и называются матчевыми. Кроме оригинальных матчевых спусковых механизмов, производимых серийно, в магазинах, торгующих принадлежностями, можно найти относительно недорогие, но вполне подходящие спусковые механизмы, например, компаний Timney или Recknagel. Самым высоким требованиям отвечают матчевые спусковые механизмы производителей Jewell, Atzl и Prechtl. У них можно установить усилие спуска менее 100 г.
Приклада и укладка
Форма приклада главным образом определяется областью применения оружия. Традиционно на многие спортивные винтовки установлены регулируемые приклады, что в первую очередь позволяет изменять их длину и высоту щеки. В настоящее время у спортивных высокоточных винтовок преобладают приклады, изготовленные из материала трёх видов. Самые лёгкие приклады производятся из пластмассы. Шпоновую плиту отличают устойчивость к продольной деформации и скручиванию. В то же время её недостатком является относительно большой вес. В настоящее время всё большее распространение получают многозарядные винтовки с ложами из пластмассы, нанесённой на основу из лёгких металлов.

При изготовлении достаточно крупных партий прикладов для высокоточных винтовок пластмасса является решением, вполне отвечающим духу времени. В то же время существуют приклады, произведённые из разных видов пластмассы, что в первую очередь связано с её стоимостью. Следует отметить, что в последние три десятилетия в производстве прикладов из пластмассы произошли просто гигантские изменения.
Среди изделий из пластмассы стандартными являются ложи из стекловолокна. Правильно этот материал называется «пластмасса, армированная стекловолокном». К альтернативному решению относятся ложи из пластмассы на основе кевлара и карбона. Кевлар принадлежит к группе арамидных волокон. Некоторые производители для изготовления прикладов используют кевлар и стекловолокно. К ним, например, относится компания Bell & Carlson.
Ещё в 1981 году компания H-S Precision для обеспечения более плотной посадки ствольной коробки начала усиливать пластмассовые ложи специальными алюминиевыми вкладышами, непосредственно в которые и устанавливалась ствольная коробка.

Довольно затратным решением является изготовление лож из карбона на основе углеродного волокна. Уже в течение многих лет производство спортивных автомобилей и спортивных лодок просто немыслимо без использования данного материала. Карбоновые ложи просто невозможно разрушить. При этом они имеют очень малый вес и невосприимчивы к экстремальным погодным условиям, что положительно влияет на точность стрельбы.
Точностью стрельбы во многом зависит от качества посадки в ложе ствольной коробки. Оставленные без внимания неровности в посадочном месте могут привести к её неустойчивому положению, что соответственно влияет на точность стрельбы.
Самым надёжным методом добиться максимально возможной точности является сочетание свободно вывешенного ствола со ствольной коробкой, надёжно закреплённой в посадочном месте ложи. Проверка укладки ствольной коробки проверяется путём поочерёдного ослабления переднего и заднего крепёжных винтов. При этом, при правильной установке она не должна выходить из посадочного места.
Существует два способа установки ствольной коробки, основой которых является использование синтетической смолы. В первую очередь это проверенный временем способ посадки непосредственно на неё. При этом передняя часть ствольной коробки с упором отдачи, поперечный упор отдачи (при наличии) и опорная поверхность задней части помещаются в синтетическую смолу, которой предварительно заполняется посадочное место. Для равномерного затягивания винтов, соединяющих ложе со ствольной коробкой, в настоящее время дополнительно используются дистанционные втулки, внутрь которых и ввинчиваются крепёжные винты. Дистанционные втулки крепятся в ложе также при помощи синтетической смолы. Установку ствольной коробки рекомендуется доверить специалисту. При правильной установке она плотно сидит в посадочном месте. Важно, чтобы синтетическая смола после высыхания не уменьшалась в объёме. В противном случае посадка ствольной коробки будет неплотной, что в дальнейшем приведёт к её расшатыванию.
Второй проверенный временем способ вкратце уже был упомянут выше. Он заключается в предварительной посадке на синтетическую смолу специального литого алюминиевого вкладыша, по своей форме точно повторяющего профиль нижней части ствольной коробки, в который затем она и вставляется. Алюминиевые вкладыши и соответствующие им ствольные коробки имеют минимально возможные допуски, что обеспечивает чрезвычайно плотную посадку. В случае наличия небольших зазоров они выравниваются при помощи синтетической смолы.
Муки выбора
Вопрос калибра оружия напрямую связан с областью его применения, а точность оружия в каждом конкретном случае зависит от формы гильзы и соотношения её объёма к калибру и весу пули. Что касается формы, то в последнее время всё большее распространение получают короткие и при этом имеющие большой диаметр гильзы с углом ската 30° и больше. Как показала практика, в данном случае воспламенение порохового заряда, имеющего малую высоту, происходит более равномерно, чем у равного по объёму порохового заряда, находящегося в длинной гильзе с малым диаметром, что подтверждается графиком изменения давления по времени горения порохового заряда.
Примером этого, например, являются матчевые патроны 6 mm РРС и 6 mm BR, WSM, а также SARUM, соответственно производимые компаниями Norma Winchester и Remington.
Второе преимущество данных патронов заключается в том, что для стрельбы ими требуется короткая ствольная коробка, что позволяет конструировать удобные для ношения винтовки. Однако это преимущество одновременно является и недостатком, так как при перезаряжании винтовок с короткими ствольными коробками возрастает вероятность перекоса патрона. У очень коротких патронов, как, например, 6 mm РРС и 6 mm BR компании Norma, этот нечасто возникающий недостаток удалось в большей или меньшей степени успешно устранить. К тому же как показывает практика, он является вторичным, так как короткие патроны предназначены исключительно для однозарядных спортивных винтовок.
В то же время ни в коем случае нельзя предавать забвению короткие патроны с большой бутылочностью гильзы, разработанные ранее. Многочисленные наиболее распространённые сейчас короткие заводские патроны с большой бутылочностью гильзы имеют хорошую точность также и при стрельбе из серийных винтовок. К этим уже ставшим классическими боеприпасам также относятся и многие штатные винтовочные патроны, созданные в конце XIX — начале XX столетий. К тому же следует принять во внимание, что в то время — время перехода с дымного на новый прогрессивный бездымный порох — снаряжённые им малокалиберные патроны для пехотных винтовок даже влияли на исход войн. Военные ведомства, отвечавшие за закупки, проявляли чрезвычайно большой интерес к патронам, имевшим высокую точность также и при стрельбе на большие расстояния, однако одновременно не сильно влиявшими на износ ствола при интенсивной стрельбе. Начальная скорость полёта пули этих проверенных временем штатных боеприпасов, начиная 6,5×55 Schwedisch Mauser и заканчивая 8×57 IS, составляла от 750 до 900 м/с. И в настоящее время при стрельбе на короткие и средние ди-станции идеальная начальная скорость полёта пули у матчевых патронов лежит в пределах от 800 до 900 м/с.
По характеристикам нижняя граница штатных боеприпасов для спортивных винтовок определяется, как правило, очень точными патронами для вармитинга, которые в странах Северной Америки используются при охоте на мелкую дичь, а верхняя граница — современными патронами класса Magnum, если речь идёт о соревнованиях по стрельбе на большие расстояния. Конечно, при выборе патронов следует учитывать и правила соответствующих соревнований.
Ручное снаряжение предрешено
Для достижения максимально возможной точности амбициозный стрелок довольно быстро приходит к выводу о необходимости использования патронов, снаряжаемых вручную, что к тому же выгодно и с экономической точки зрения. Исходя из того, что основная цель заключается в поражении бумажной мишени, баллистические характеристики матчевых пуль в основном сводятся исключительно к их точности. И это понятно: ведь в отличие от охотничьих патронов при стрельбе по бумажным мишеням воздействие пули на цель не имеет значения.
Решающим фактором при производстве пуль является их точная повторяемость. Этот процесс начинается с оболочки и заканчивается тщательным приданием пуле определённой формы, что осуществляется в несколько этапов. Форма пули определяется особенностями траектории её полёта, где важную роль играет баллистический коэффициент, величина которого зависит от того, на какие расстояние планируется вести стрельбу соответствующей пулей. В настоящее время стрельба из винтовок на точность ведётся исключительно оболочечными пулями. В отдельных случаях это могут быть и массивные бессвинцовые пули, которые, например, производит компания Barnes. Однако чаще всего они имеют более высокую цену. В зависимости от конструкции оболочечные пули можно разбить на четыре типа.

Самыми популярными являются пули с экспансивной полостью в заострённой носовой части, как, например, продукция линейки Sierra-Matchking. Пули практически аналогичной конструкции выпускают почти и все другие производители. Следующее решение — это просто оболочечные пули. В настоящее время особым спросом пользуются пули компании Lapua. Впрочем, с ними могут сравниться и вполне обычные тщательно изготовленные полуоболочечные пули. Особое положение занимают полуоболочечные пули с заострённой пластмассовой головной частью — баллистическим наконечником, которые первоначально задумывались как охотничьи. Среди них наиболее известны пули Ballistic-Tip всех наиболее распространённых калибров, выпускаемые компанией Nosler. Альтернативой им являются пули V-Max, А-Max и ELD компании Hornady. Эти пули полностью соответствуют стандартам производства матчевой продукции. Заострённая головная часть из пластмассы, с одной стороны, препятствует деформации пули при её подаче в патронник, а с другой стороны, она придаёт пуле обтекаемость, сравнимую с аналогичной оболочечной.
В последние годы для снижения воздействия на канал ствола на различные типы пуль наносится ряд молибденовых покрытий.
Кроме того, есть различия и в форме пуль. В то время как их головные части в большей или меньшей степени вытянуты, задние части имеют существенные отличия. Кроме классической плоской прямоугольной формы, особенно часто встречаются матчевые пули с сужением задней части. Пули VLD (Very Low Drag — сверхпониженное донное сопротивление), сконструированные специально для стрельбы на большие расстояния, не подходят для малых дистанций.
В любом случае оптимальную пулю, как и наиболее подходящую гильзу и её снаряжение, можно подобрать только экспериментальным путём — методом проб и ошибок.
Баллистические характерисики наиболее популярных патронов, используемых в стрельбе на точность.
Для того чтобы комбинация оружия и патрона давала наименьший поперечник рассеивания, стрелку также необходим соответствующий оптический прицел. Эта тема уже неоднократно рассматривалась на страницах журнала DWJ. Возвращаясь к ней, автор вкратце хотел бы сказать, что для получения хороших результатов в стрельбе на точность, цена оптического прицела приблизительно должна быть равна стоимости оружия. Только при этом соотношении можно достичь наименьших поперечников рассеивания. Исчерпывающая информация об оптических прицелах содержится в статье «Уникальная серия испытаний», опубликованной в русскоязычной версии журнала DWJ № 4/2012.
Выводы DWJ
Существует множество разновидностей высокоточного оружия: от винтовок компании Varmint, часто используемых начинающими стрелками, до моделей для бенчреста и для стрельбы на точность на дальние заранее известные дистанции (F-класс). Соответственно разными бывают и требования, предъявляемые к конкретной винтовке, что часто связано с вопросом соотношения цены и качества. Этот же вопрос определяет выбор серийной или штучной продукции. Однако, основные предпосылки, влияющие на точность стрельбы, остаются неизменными. В первую очередь это сердце любой винтовки — ствольная коробка. Не менее важно и качество ствола. Ведь не каждый, называющий себя оружейным мастером, способен изготовить высококачественный ствол для стрельбы с настольного упора. Кроме того, точность зависит и от установки в ложе ствольной коробки, спускового механизма, материала ложи, а также формы приклада. Соединить всё это в достойное целое призван оружейный мастер достаточно высокой квалификации. Оружие для лиги чемпионов изготавливают лишь несколько мастеров своего дела, качество работы которых косвенно подтверждают большие сроки поставки.
Ганс Й. Хайгель (Hans J. Heigel) Перевод Виктора Назарова